激光焊接由于采用能量密度特别高的激光作为焊接热源,故焊接起来速度快,热影响区小,焊接变形量小,对于铝合金焊接也能够获得焊接质量优良的焊缝。其中,电池外壳焊接时焊接材料涉及铝合金和紫铜两种异种材料的焊接,铝合金焊接时极易氧化,铜由于导热性极强,焊接难度非常大。电池外壳有圆形和方形两种形式。焊接方式有拼接焊和搭接叠焊两种方式,焊接部位涉及极耳、极柱、封口处、模组等部位。
电池极耳焊接是目前比较具有代表性的焊接熔深检测
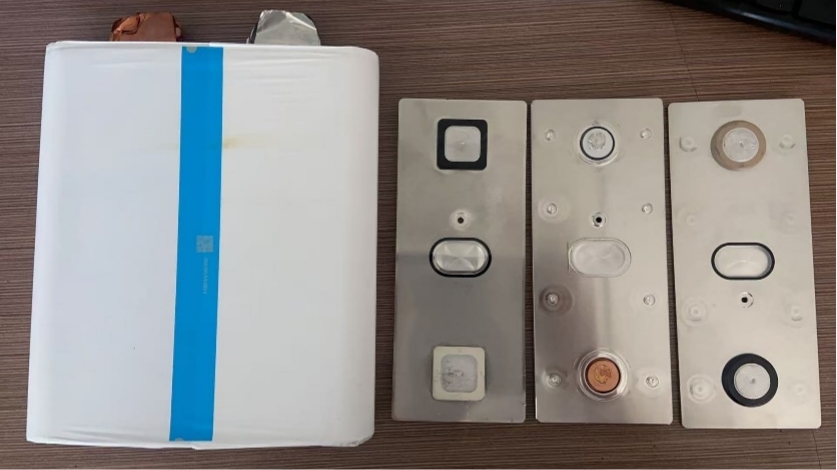
首先焊接材料,铝铜叠加焊接 铝铝叠加焊接

上图外观可以看到焊纹是一圈一圈扩散,所以取样的时候需要从材料中间平均分割成两份进行检测,所以在试样制作的时候可以选择可视化的树脂镶嵌,可以清楚看清试样在打磨中的位置,从而在试样酸蚀的时候能更好的看清焊接的熔深
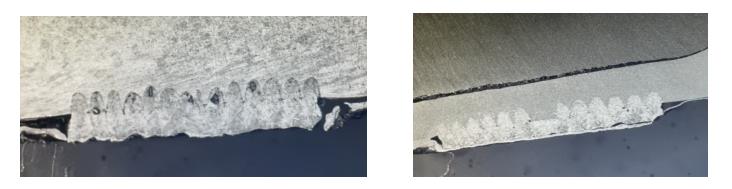
左侧为铝铝焊接熔深 右图为铜铝焊接熔深
不同材质不同试剂,熔深图片拍摄于ZOOM645S系列显微镜,供参考

 0512-85187300
0512-85187300
 苏公网安备 32050602011066号
苏公网安备 32050602011066号